Gallery

HT INDUSTRIAL is a full service design and fabrication company that specializes in heat exchangers of all sizes, all materials and complexities. We design, machine, form, weld and test to the major national and international Codes and Standards. We are ideally situated to service the demand for heat exchangers from our facility in Brantford, ON.
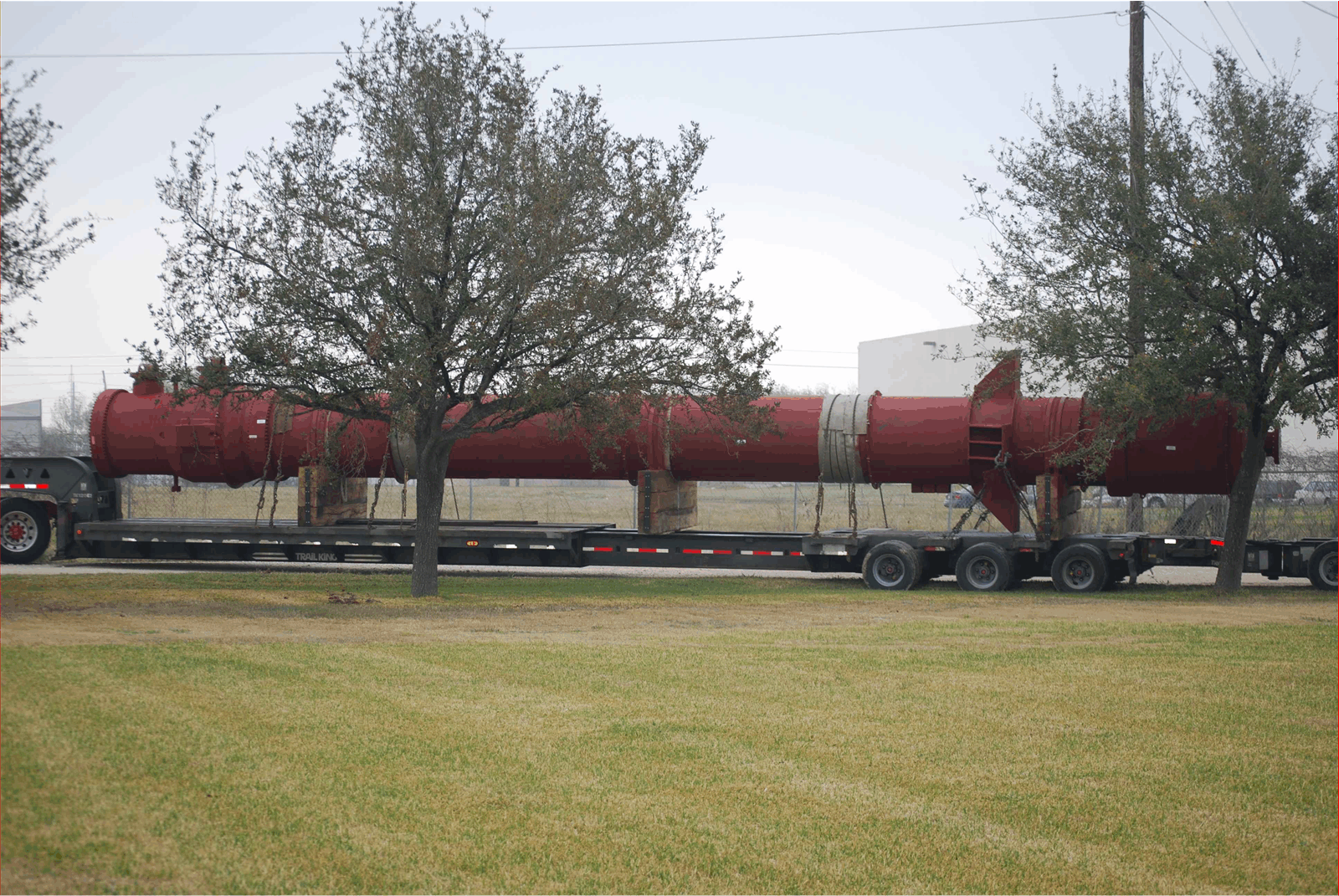
Our facility is capable of fabricating pressure vessels in a number of configurations for many different application processes. The column shown is a combined feed vertical exchanger for an aromatics plant in Turkey. Engineered for use at elevated temperature service, the main shell and channel was constructed using ASME SA387 Grade 12, a chrome molybdenum carbon alloy steel. Column dimensions were 62 feet in length by 5 feet diameter.

This unit is a Purge Chlorination Reactor Cooler being delivered to an Occidental Chemical Plant. The tube connections were strength welded and 100% Helium Leak Tested. During all phases of manufacture, materials were subjected to Positive Material Identification or PMI.

.jpg)
An urgent replacement exchanger on its way to a local refinery.

Our applications engineers are specialists in heat transfer technology, and are more than willing and able to provide the most efficient heat transfer solution for your application.

A set of Tema AEL style exchangers about to be loaded and delivered for an anti-icing application. Shell construction was carbon steel with Cu-Ni tubesheet and tubes.Tubes were strength welded and subjected to helium leak test.

Although our expertise is with shell and tube style designs, we do offer other services. Shown is a section of a soybean drier based on a plate and frame style design.

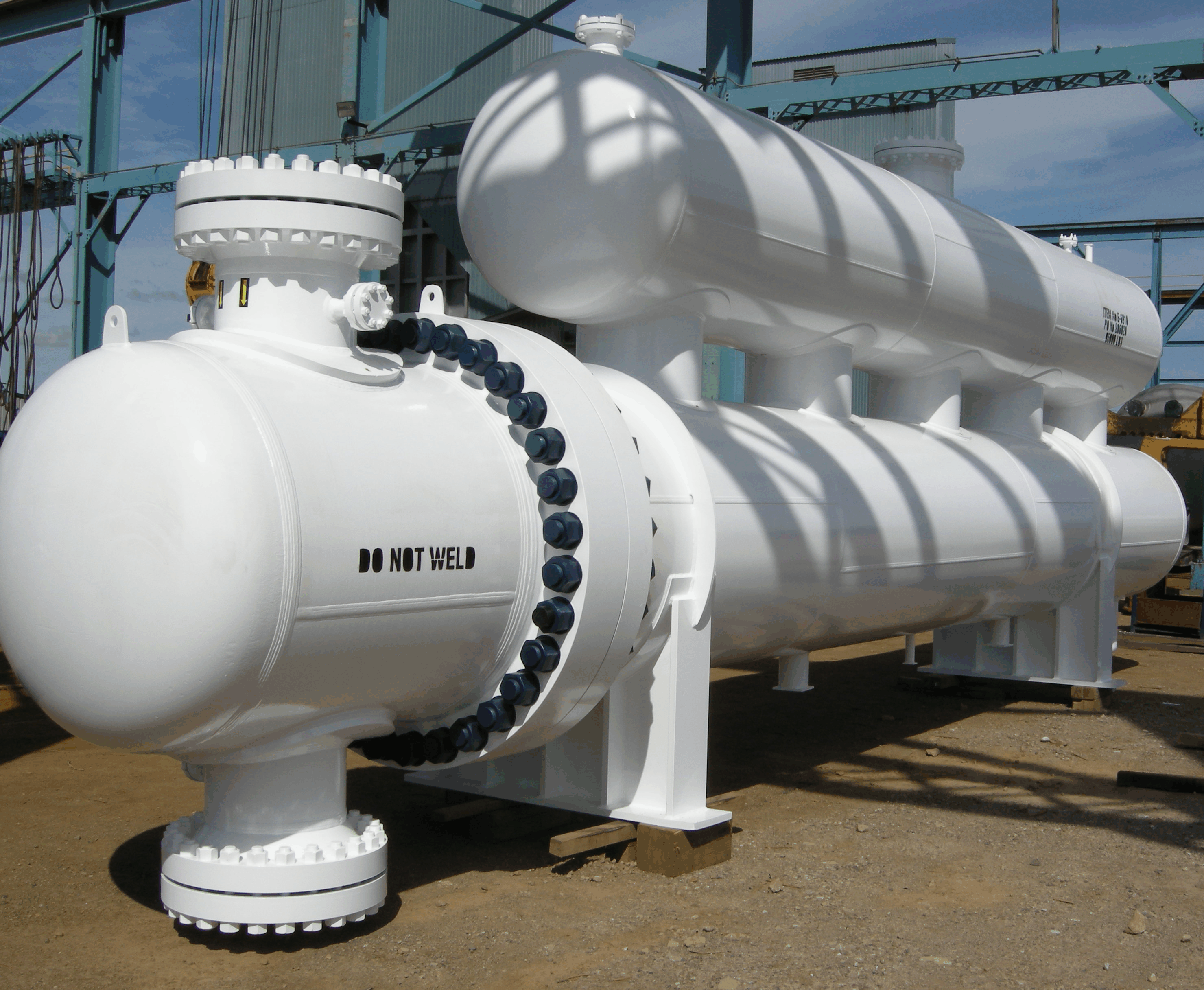
The exchanger shown was an urgent replacement unit for a major refinery in Los Angeles. Shell and Channel material was Chrome-Moly steel explosively bonded or weld overlaid with 321 Stainless. The unit was successly commissioned in December 2014.

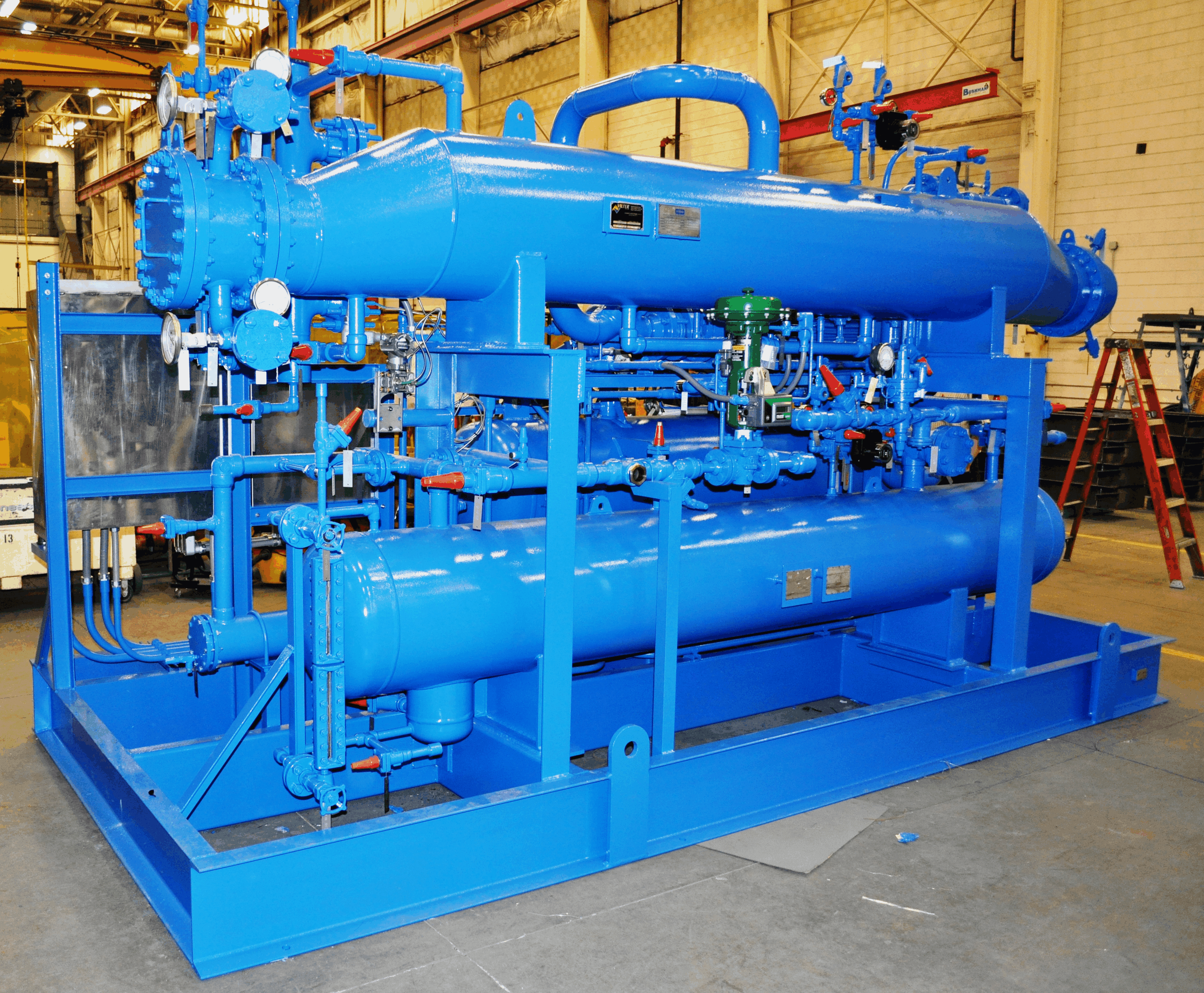
The unit shown is a flooded condenser, designed and supplied as a major component in the largest carbon dioxide/ammonia cascade refrigeration system built in the last fifty years. The use of natural refrigerants is an important part of many of our customers' environmental policies, and our applications engineers are able to offer heat transfer solutions that comply with such requirements.

The exchanger was designed to operate at a duty rating of 163,270,000 Btu/hr. The shell was constructed of carbon steel, and the tubesheet and tubes were 316 stainless steel.

.JPG)
We design and supply a range of industrial refrigeration components that include condensers, evaporators, flooded and direct expansion, economisers, liquid suction exchangers, coalescing oil separators, oil filters, thermosyphon oil coolers, suction accumulators, and liquid receivers.